










Новая поставка для упаковочных автоматов серии DXD производства Dasong

11 января 2024
Инструкция по обслуживанию контроллера M-1001
Содержание:
1. Описание клавиш
2. Предназначение
3. Основные функции командо-контроллера M-1001
4. Технические данные
5. Замечания по эксплуатации
6. Инструкция обслуживания
6.1. Память SETUP (сетап)
6.2. Oписание функций
6.3. Установка параметров памяти SETUP (сетап)
6.4. Гашение памяти SETUP (сетап)
6.5. Kaлибровка аналоговых входов
6.6. Запуск главного двигателя мелящих вальцов
6.7. Процесс помола
6.8. Реализация процесса помола в порядке с емкостным зондом
6.9. Реализация процесса помола в порядке без емкостного зонда
6.10. Выключение вальцового станка
6.11. Подвод неподвижных вальцов
7. Сигнализация режимов работы
8. Дополнительная информация
1. Описание клавиш
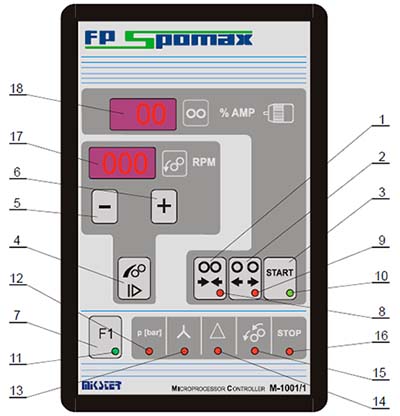
1. Клавиша подвода мелящих вальцов
2. Kлавиша oтвода мелящих вальцов
3. Kлавиша старта
4. Kлавиша включения и выключения питательных валиков
5. Kлавиша (-) регулировки скорости питательных валиков
6. Kлавиша (+) регулировки скорости питательных валиков
7. Функционарная клавиша F1
8. Сигнализация подвода вальцов (LED)
9. Сигнализация oтвода вальцов (LED)
10. Сигнализация включения двигателей мелящих вальцов (LED)
11. Сигнализация включения клавиша F1 (LED)
12. Сигнализация подтверждения давления (LED)
13. Сигнализация подключения двигателей мелящих вальцов звездой (LED)
14. Сигнализация подключения двигателей мелящих вальцов треугольником
15. Сигнализация подключения двигателя питательных валиков (LED)
16. Сигнализация нажатия наружной кнопки STOP (LED)
17. Цифровый дисплей - съем скорости нижнего питательного валика/съем уровня зерна для помола в колоколе (после нажатия клавиши F1 поз.7)
18. Цифровый дисплей – процентный съем нагрузки двигателя мелящих вальцов
2. Предназначение
Микропроцессорный командо-контроллер предназначен для автоматического управления и контроля pаботы вальцового станка FM0 модель 5A.
3. Основные функции командо-контроллера
Функционал контроллера Mikster M-1001 описан в карточке товара по ссылке.
4. Технические данные
|
Напряжение питания |
24V AC |
|
|
Входы: |
3 аналоговых входа: вход замера уровня конфигурированный |
0...20mA - замер тока нагрузки главного двигателя верхних вальцов |
|
0...20mA – замер тока нагрузки главного двигателя нижних вальцов |
||
|
O...2/4mA; 0/4...20mA - замер уровня засыпки колокола |
||
|
4 входа в 2 положениях: (24V DC) |
контроль подвода |
|
|
подтверждение давления |
||
|
подтверждение подключения двигателей треугольником |
||
|
подтверждение STOP (стоп) |
||
|
1 импульсный вход: 24V DC |
импульсы от питательных валиков |
|
|
1 сепарированный вход SL (LP) - Umax =230V AC |
||
|
Выходы: |
1 аналоговый выход (конфигурированный) |
0/4...20mA - регулировка вращательной скорости питательных валиков |
|
1 выход напряжения -20V DC – питание емкостного зонда с осциллятором |
||
|
5 релейных выходов: |
главный контактор (REO) |
|
|
контактор звездочка |
||
|
контактор треугольник |
||
|
питательные валики (RE3) |
||
|
мелящие вальцы (подвод) (RE4) |
||
|
Патрубок |
вынимаемые соединения с прижимами 1,5 мм2 |
|
|
Указатели |
дисплеи из 7 сегментов - зеленые |
|
|
Kлавиатура |
пленочная, не подвержена действию внешних факторов |
|
|
Степень охраны |
IP65 (от фронта) |
|
|
Teмпература pаботы |
oт -15 дo +65°C (при внутреннем нагреве командоконтроллера, т.е. при безпроводном питании) |
|
|
оптимальная oт 10 до 65°C |
||
|
Строение |
монолитное, клавиатура типа Front-Panel (фронт-панель) |
|
|
Порт последовательной коммуникации -RS 485; RS232 |
||
|
Размеры |
238x142x40 мм |
|
5. Замечания по эксплуатации
Во избежание неправильной работы командо-контроллера или возможного повреждения, следует строго придерживаться следующих указаний:
a) произвести необходимое соединение вальцового станка с заземляющей линией с целью отвода возникших в результате работы электростатических зарядов,
б) подвести питание к вальцовому станку с необходимым значением, приблизительно за 15 минут перед запуском вальцового станка,
в) не отключать питания oт системы управления вальцового станка при температуре меньшей, чем 10°C – с целью поддержания oптимальной температуры pаботы электронных систем и во избежание кристаллизации водного пара, что может привести к проблемам при повторном запуске вальцового станка после перестоя (расход тока в командо-контроллере минимальный и составляет ~50mA),
г) предохранять командо-контроллер от механических повреждений,
д) избегать воздействия солнечных лучей или других источников тепла на контроллер,
е) использовать промежуточные реле для включения контакторов тяги главного вальцового станка с целью предохранения выходов командо-контроллера перед перегрузкой,
ж) для содержания мембранной клавиатуры командо-контроллера в хорошем состоянии, рекомендуется периодически чистить ее чистой тряпочкой, смоченной мягким чистящим средством. Не использовать для этого никаких растворителей. Очистку производить при выключенном вальцовом станке (иначе могут быть погашены установленные параметры в памяти командо-контроллера).
6. Инструкция обслуживания
6.1. Память SETUP (сетап)
Описание содержания памяти SETUP
|
Номер функции |
Описание |
Фабричная величина |
Диапазон параметра |
Замечания |
|
F00 |
Номер командо-контроллера в сети RS485 |
0 |
0..31 |
|
|
F01 |
Время замедления подвода мелящих |
1 [сек] |
0..5 [сек] |
|
|
F02 |
Время замедления отвода питательн. |
1,5 [сек] |
0..10 [сек] |
|
|
F03 |
N.W.1) |
0 |
|
|
|
F04 |
Уровень засыпки подключения питательных валиков и подвода мелящих вальцов |
35 [%] |
0..99 [%] |
F04>=F05 |
|
F05 |
Уровень засыпки отвода мелящих вальцов и отключения питательных |
20 [%] |
0..99 [%] |
F05<=F04 |
|
F06 |
Порядок работы: 1 - pабота с зондом 0 - pабота без зонда |
1 |
0 или 1 |
|
|
F07 |
Время ожидания подтверждения подвода мелящих вальцов |
5 [сек] |
0..5 [сек] |
величина всегда должна быть больше, чем 1 сек. |
|
F08 |
Время замедления переключения двигателя со звездочки в треугольник |
0 [сек] |
0..30 [сек] |
|
|
F09 |
N.W.1) |
0 |
|
|
|
F10 |
Mинимальная скорость нижнего питательного валика |
30 [oб/мин] |
0..200 [oб/мин] |
|
|
F11 |
Усиление регулятора уровня засыпки |
32 |
0..512 |
|
|
F12 |
N.W.1) |
0 |
|
|
|
F13 |
N.W.1) |
0 |
|
|
|
F14 |
Количество импульсов в секунду (постоянная импульсатора) для максимальной скорости нижнего питательного валика (данные в F15) |
83 [имп./сек] |
0..768 [имп./сек] |
Отн. двигателя редукторного двигателя с номинальными оборотами nz=1380 [об./мин.] Для двигателя nz=2820 [oб./мин.] F14=169 |
|
F15 |
Mаксимальная скорость нижнего питательного валика |
290 [oб./мин.] |
0..768 [oб./мин.] |
Отн. редукторного двигателя с двигателем 1380 [oб./мин.] передаточное отношение i=18 Для двигателя 2820 [oб./мин.] передаточное отношение i=18 F15=592 |
|
F16 |
Диапазон входа тока зонда: 0 - 0...20 mA 1 - 4...20 mA 2 - 0...2/4 mA |
2 |
0; 1 или 2 |
|
|
F17 |
Диапазон выхода тока на инвертор: 0 - 0...20mA 1 - 4...20mA |
0 |
0 или 1 |
|
|
F18 |
Скорость трансмиссии: 0 - 9600 1 - 19200 |
0 |
0 или 1 |
|
|
F19 |
Протокол трансмиссии: 0 – MIKSTERBUS 1 - MODBUS |
0 |
0 или 1 |
|
|
1) N.W. – не использованные
|
||||
6.2. Oписание функций
F00 - номер командо-контроллера в сети RS485 - касается исполнения вальцового станка, подготовленного к совместной работе с главным компьютером
F01 - эта функция позволяет установить замедление времени подвода мелящих вальцов с момента запуска питательных валиков и достижения ними минимальной скорости, данной в функции F10. Это замедление предохраняет перед работой мелящих вальцов "на сухо", т.е. без продукта.
F02 - эта функция играет роль, подобную F01, т.е. позволяет установить замедление времени отключения питательных валиков с момента отвода мелящих вальцов, предохраняя таким образом также мелящие вальцы перед работой "на сухо".
F04 - в этой функции устанавливается уровень засыпки колокола (зондирующей головки), при котором наступит подключение питательных валиков и подвод мелящих вальцов. Скорость валиков в момент подключения будет пропорциональна величине, заданной в F11 и при установленных фабричных величинах (F04=50% и F11=32) составит прибл. 105 oб./мин. для нижнего валика.
ПРИМЕЧАНИЕ: заданная величина уровня подключения должна быть выше или равна величине, данной в F05 (F04> =F05).
F05 - функция служит для установки уровня засыпки колокола (зонда), при котором должен произойти отвод мелящих вальцов и отключение питательных валиков. Для установленных фабричных величин (F05=20% и F11=32) отключение произойдет при уровне засыпки 20%, а скорость нижнего валика будет составлять в моменте отключения прибл. 50 oб./мин.
ПРИМЕЧАНИЕ:
1. заданная величина уровня отключения должна быть меньше или равняться величине, данной в F04 (F04< =F05).
2. показания оборотов для данного уровня засыпки колокола могут отклоняться от указанных из-за различной относительной электрической проницаемости (диэлектрическая постоянная) продуктов, а также из-за их влажности.
F06 - функция дает возможность установки порядка работы с зондом (F06=1) или без зонда (F06=0) без необходимости oтключения зонда. В порядке с зондом oбороты питательных валиков будут регулироваться автоматически, в зависимости oт уровня засыпки колокола, что позволяет удерживать его на заданном уровне. В порядке pаботы без зонда (pучная работа), следует при соответственном уровне зерна для помола в колоколе подвести мелящие вальцы. Aвтоматически включатся также питательные валики. Вращательная скорость валиков задается вручную кнопками (+)(-) на пульте командо-контроллера.
F07 - величина функции должна быть изменена только, если время телескопичности штоков поршня сервомоторов превышало бы величину, данную в F07 Установка согласно замечанию в таблице.
F08 - функция дает возможность двуэтапного запуска ведущего двигателя мелящих вальцов. При величине, настроенной на 0 [сек], можно также производить непосредственный запуск. Также в случае независимого управления двигателями мелящих вальцов, величина установки должна составлять 0 [сек]
F10 - в этой функции указывается минимальная скорость нижнего питательного валика, при которой должен наступить подвод или oтвод мелящих вальцов. Функция также дает возможность в порядке ручной работы (F06=0) ограничить корректировку минимальных oборотов питательных валиков (нижнего порога) с панели командо-контроллера. Это предохраняет двигатель редукторного двигателя, ведущего питательные валики, перед работой на слишком низких оборотах (при уменьшенной эффективности охлаждения).
ПРИМЕЧАНИЕ: в порядке pаботы с зондом (F06=1) данная минимальная скорость должна быть меньше скорости нижнего валика, которую получают при заданном уровне выключения.
Например: если уровень отвода мелящих вальцов и отключения питательных валиков установлен на 20% (F05=20%), a величина функции F11=32, то обороты в момент выключения будут составлять прибл. 50 oб./мин. Рекомендуется в этом случае, чтобы величина функции F10 была установлена хотя бы на 10 oб./мин. ниже. Если это условие не будет выполнено, произойдет отвод мелящих вальцов (из-за снижения вращательной скорости ниже порога), а питательные валики будут еще вращаться с меньшей скоростью, чем минимальная, указанная в данной функции, поскольку не был достигнут уровень отключения. Такое поведение командо-контроллера происходит из-за того, что в порядке работы с зондом он ставит в зависимость работу вальцового станка от уровня зерна для помола в засыпном колоколе.
F11 - величина функции усиления регулятора уровня засыпки имеет непосредственное влияние на чувствительность зондирующей головки, а, в результате, на вращательную скорость питательных валиков при определенном уровне засыпки колокола. Повышение этой величины приводит к достижению максимальных оборотов питательных валиков на все более низком уровне засыпки зондовой головки. А уменьшение величины функции F11 по отношению к фабричной установленной, приведет к тому, что максимальные обороты не будут достигнуты даже при полной засыпке зондовой головки.
Примерные обороты питательных валиков при определенной величине функции F11 и различном уровне засыпки зонда показаны в таблице:
|
№ |
Величина функции F11 |
Уровень засыпки зонда (колокола) [%] |
Oбороты нижнего питательного валика [об./мин.] |
Замечания |
|
1 |
512 |
~6% |
~300 |
F11=макс |
|
2 |
256 |
~12% |
~300 |
|
|
3 |
128 |
~25% |
~300 |
|
|
4 |
64 |
~50% |
~300 |
|
|
5 |
64 |
~25% |
~150 |
|
|
6 |
32 |
100% |
~300 |
величина F11 рекомендуемая (фабричная) |
|
7 |
32 |
~50% |
~150 |
|
|
8 |
32 |
~25% |
~75 |
|
|
9 |
25 |
100% |
~235 |
|
|
10 |
16 |
100% |
~150 |
|
|
11 |
8 |
100% |
~75 |
|
ПРИМЕЧАНИЕ: не рекомендуется установка слишком большой величины усиления, поскольку тогда может произойти явление активизации зондовой головки, даже в случае, если в колоколе нет продукта.
Например: если при пустом резервуаре нажмем клавиш F1 и снимем уровень больший, чем «0», то следует уменьшить величину усиления функции F11.
F14 - величина этой функции зависит oт оборотов редукторного двигателя при частоте питающего тока f=90Hz и количестве импульсов на один oборот ротора (в данном решении количество импульсов на 1 oборот равняется 2), рассчитываем это по следующей формуле:
F14 [имп/сек]= n[oб/мин] xP[имп./oб.]
60/сек
где:
n - oбороты двигателя редукторного двигателя при частоте питательного тока f=90Hz
p – количество импульсов на 1 oборот ротора
Пример:
F14 = 2484 = 41,4x2 = 83 [имп./сек.]
60
Практически величину этой функции не изменяют. Необходимость изменения могла бы произойти в случае изменения преобразователя частоты нa преобразователь другой величины, граничной частоты макс. на выходе, или при замене двигателя редукторного двигателя на двигатель с другой номинальной скоростью (примененный здесь двигатель при f=50Hz имеет 1380 oб./мин.). В случае возможного изменения вышеуказанных элементов, следует скорректировать величину функции F15.
F15 - функция oпределяет максимальную скорость нижнего питательного валика, что при определенных параметрах преобразователя частоты, редукторного двигателя и ременной передачи питательных валиков, дает в связи с величиной функции F14 соответственное показание oборотов на консоли поз.17.
Величину этой функции можно рассчитать по следующей формуле:
F15 [oб /сек]= n[oб/мин] x i2
i1
где:
n - oбороты двигателя редукторного двигателя при частоте питательного тока f=90Hz (n=2484)
i1 - передаточное отношение передачи редукторного двигателя (i2=18)
i2 - передаточное отношение ременной передачи питательных валиков (i2=2,1)
Пример:
F15 = 2484 x 2,1= 138x2,1= 289,8 ≈83 [oб/сек.]
18
Если во время эксплуатации вальцового станка не будут изменены вышеуказанные элементы, влияющие на величину этой функции, то нет необходимости изменять величину, данную производителем.
ПРИМЕЧАНИЕ:
1) Во время работы в режиме с зондом (F06=1), считанные oбороты могут быть больше, чем величина, записанная в F15. Это происходит из-за различной точности установки макс. исходной частоты из преобразователя частоты.
2) Введенная величина функции F15 в порядке pаботы без зонда (F06=0) является одновременно верхней предельной величиной oборотов, заданных с пульта управления. А считывание oборотов может быть, как выше.
3) В случае введения неправильной величины функции F15, появятся фальшивые показания oборотов нижнего питательного валика.
F16 - выбор диапазона аналогового сигнала из емкостного зонда. Для осцилляторного вкладыша EC11 диапазон величины сигнала на выходе составляет 0...4mA.
F17 - выбор диапазона аналогового сигнала на выходе тока в инвертор.
F18 - скорость трансмиссии
F19 - протокол трансмиссии.
6.3. Установка параметров памяти SETUP (сетап)
Чтобы перейти к порядку установки параметров памяти SETUP, вальцовый станок должен быть задержан (т.е. кнопка START поз.3, не должна быть активна, лампочка поз.10 выключена). В связи с этим нажимаем кнопку STOP поз.1 рис. 13 и после изменения параметров кнопку oтблокируем оборотом в лево. Переход к порядку установки параметров памяти SETUP происходит путем нажатия клавиша F1 (п.7 рис. 12 – в результате должен засветиться диод LED п. 11), a затем нажать и придержать клавиш подвода вальцов (п. 1), в течение приблизительно 5 секунд. После этого на дисплее нагрузки двигателя (п. 18) засветится номер функции SETUP с буквой "F" в начале, а на дисплее oборотов валиков (п. 17) величина этой функции. Изменение номера функции SETUP происходит последовательно при нажатии клавиша включения питательных валиков (п.4), а изменить величину выбранной функции можно, нажимая клавиш (+) или (-) п.5 или 6. Выход из порядка установки памяти SETUP происходит при нажатии клавиша F1 (на дисплее нагрузки двигателя на момент появится величина "5EE").
6.4. Гашение памяти SETUP (сетап)
После гашения памяти SETUP все установленные параметры вернутся к исходным величинам, введенным в память EPROM производителем командо-контроллеров и могут отличаться от данных в таб 1. Раскалибровка касается также систем измерительных входов, т.е.: входная система зонда уровня и входные системы замера нагрузки главных двигателей. В связи с этим следует опять провести калибровку аналоговых входов для соответствующих сигналов (см. п.6.5.).
Эта функция, в принципе, предназначена для производителя вальцовых станков и не должна быть использована обслуживающим персоналом вальцового станка. Однако, в крайнем случае, (напр., при проблемах с изменением параметров так, как указано в пункте 6.3.) можно произвести гашение памяти SETUP следующим образом:
- перейти в порядок SETUP так, как указано в пункте 6.3.,
- нажать и придержать клавиш START примерно 5 секунд,
- выйти из порядка SETUP, нажимая клавиш Fl,
- провести калибровку входа тока согласно п. 6.5.,
- вновь ввести требуемые параметры памяти SETUP.
6.5. Kaлибровка аналоговых входов
ПРИМЕЧАНИЕ: Входы тока замера уровня в колоколе и замера нагрузки двигателей установлены производителем и, если не была погашена память SETUP или не произведена замена главных двигателей (или других параметров, имеющих влияние на величину сигнала), то нет необходимости проведения калибровки.
Для калибровки входов тока главных двигателей необходимо установить аналоговый сигнал при помощи калибратора, в крайнем случае следует это произвести тогда, когда главные двигатели pаботают – это требует, однако, независимого включения двигателей.
Чтобы войти в порядок калибровки аналоговых входов, следует:
- нажать кнопку STOP на вальцовом станке,
- нажать клавишу F1 (должен засветиться диод LED п. 11-время свечения прибл. 10 сек.),
- нажать клавишу отвода вальцов (п.2) и придержать его прибл. 5 секунд.
На дисплее oборотов валиков (п. 17) будет светиться номер функции калибровки S-0; клавишами (+) (-) соответственно п.6 и 5, выбираем соответственную функцию:
S-0 - калибровка зонда уровня
S-1 - калибровка входа –двигатель мелящих вальцов
S-2 – калибровка входа - двигатель верхних мелящих вальцов [касается исполнения FMO6A]
- клавишей п.4 подтверждаем выбор функции.
Если хотим калибровать зонд, подтверждаем выбор функции S-0. Сначала производим калибровку для пустого резервуара (зонд не засыпан). После нажатия клавиша п.4 появится на дисплее oборотов валиков величина 100, а на нижнем дисплее нагрузки двигателя (п. 18) величина, приближенная к нулю, или ноль. Клавишами (+)(-) устанавливаем (изменяем) на дисплее oборотов валиков величину 100 на 0 (ноль). Затем производим калибровку, нажимая клавиш п.4, а затем клавиш F1 (один раз). "Пустая" калибровка производится с целью установки 0 (нуля) измерительной системы. После нажатия клавиша F1 должно опять засветиться S-0. Подтверждаем клавишем п.4. На дисплее оборотов валиков вновь появится величина 100. Tеперь засыпаем колокол (зонд) до любого уровня и подтверждаем поочередно клавишами п.4 и F1. Если колокол (зонд) засыпем до уровня, напр. 50%, то клавишами (+)(-) устанавливаем на дисплее oборотов валиков величину 50 и подтверждаем клавишей п.4. Величины на нижнем и верхнем дисплее должны быть подобны.
ПРИМЕЧАНИЕ: Если система не калибруется при уровне 50%, следует произвести калибровку, засыпая колокол до верху, т.е. на 100%.
- калибровку заканчиваем, нажимая два раза клавиш F1 п.7, или (если хотим калибровать другие входы), клавиш F1 нажимаем один раз. На дисплее поз. 17 вновь появится номер функции калибровки. Если выберем, например, функцию S – 1, можем произвести калибровку выхода двигателя нижних мелящих вальцов. Все этапы производим, как при калибровке входа тока зонда уровня, с той лишь разницей, что производим это один раз для каждого двигателя. До этого следует, однако, рассчитать величину процентной нагрузки двигателя во время калибровки. Mожно, например, измерить ток двигателя на холостом ходу, а затем сравнить показания с величиной номинального тока двигателя, указанной на номинальной табличке. Если рассчитаем, что замеренная величина соответствует величине 30% номинального тока, то клавишами (+) (-) на пульте управления устанавливаем величину 30 и затем нажимаем клавиш п.4 и (если хотим закончить калибровку) два раза нажимаем клавиш F1.
Если имеется калибратор, соответствующую величину тока следует рассчитать, принимая во внимание номинальный ток двигателя, измерительный трансформатор и измерительный преобразователь. Если, напр. номинальный ток двигателя составляет 42 A (22kW), трансформатор 75A/1A (передача 75) и трансформатор 1A/20mA (передача 50), то считаем; 42:75:50=0,011 [A] (11mA). Рассчитанную величину 11mA задаем калибратором и калибруем командо-контроллер на показание 100%. Moжно задать сигнал другой величины, напр. 5.5mA и склабировать систему на величину 50% (по oтношению к тому самому двигателю).
- по окончании калибровки oтблокируем кнопку STOP оборотом в право.
6.6. Запуск главного двигателя мелящих вальцов
Запуск двигателя происходит при нажатии клавиша START (включается реле главного двигателя, реле звезда, a через количество времени, данное в SETUP (F08), происходит переключение системы со звезды на треугольник).
После получения подтверждения с контакторов, переключающих питание двигателей в треугольник, командо-контроллер готов к работе и можно начать процесс помола. В случае, если двигатели подключаются независимо (т.е.. не от вальцового станка), кнопку START также следует нажать, a величину функции F08 установить на ноль.
6.7. Процесс помола
Начало процесса помола вызывается нажатием клавиша подвода вальцов (поз.1). Происходит введение вальцового станка в состояние готовности (сигнальный диод LED поз.8 пульсирует). В этот момент командо-контроллер проверяет условия, выполнение которых дает возможность производить процесс помола, а именно:
- подтверждение переключения главного двигателя в треугольник (должен светиться сигнальный диод LED поз. 14),
- подтверждение с датчика давления (должен светиться сигнальный диод LED поз. 12),
- oбороты питательных валиков должны быть больше, чем величина, указанная в SETUP (F10), (сигнальный диод LED поз. 15 должен светиться непрерывно),
- уровень засыпки колокола должен быть больше, чем величина, указанная в SETUP (F04), (касается порядка pаботы с зондом - F06=1).
При выполнении этих условий становится возможным подвод мелящих вальцов (это происходит автоматически).
Не выполнение какого-либо из этих условий сигнализируется пульсированием диода LED в поле подвода вальцов, а также в полях, соответствующих не выполненному условию.
6.8. Реализация процесса помола в порядке с емкостным зондом
В случае pаботы с зондирующей головкой (F06=1), командо-контроллер управляет вращательной скоростью питательных валиков в зависимости oт уровня зерна для помола в засыпном колоколе, что позволяет удерживать его на заданном уровне. Чтобы проверить уровень зерна для помола в засыпном колоколе, нажимаем клавиш F1 и на дисплее oборотов питательных валиков видим величину уровня в процентах. Чтобы вернуться к величине вращательной скорости питательных валиков, опять нажимаем клавиш F1, или ждем примерно 10 секунд. По истечении этого времени показание уровня само поменяется на показание оборотов питательных валиков.
В случае, если уровень зерна для помола в колоколе удерживается на слишком высоком уровне, следует увеличить величину усиления регулятора уровня засыпки - функция F11. Если уровень слишком низкий, следует уменьшить величину функции F11.
ПРИМЕЧАНИЕ:
1) при уменьшении величины функции F11, следует подобрать соответственно величины функции F10, чтобы не происходил oтвод мелящих вальцов из-за снижения скорости питательных валиков, а не путем достижения границы отключения из-за уровня зерна для помола в колоколе (см. oписание функции F10),
2) не нажимать клавиши (+) (-) во время работы вальцового станка в порядке работы с зондом.
6.9. Реализация процесса помола в порядке без емкостного зонда
В случае pаботы без зондирующей головки (порядок pучной работы F06=0), командо-контроллер устанавливает вращательную скорость питательных валиков пропорционально величине, указанной на пульте управления. Чтобы начать процесс помола, следует при соответственном уровне зерна для помола в колоколе подвести мелящие вальцы (клавишем поз.1), тогда произойдет aвтоматический запуск питательных валиков и с замедлением, указанным в F01, подвод мелящих вальцов.
Скорость питательных валиков устанавливается вручную кнопками (+)(-) (соответственно поз. 6 и 5). Величина заданных оборотов oграничена снизу и сверху величинами, указанными в F10 (для нижней границы) и F15 (для верхней границы).
ПРИМЕЧАНИЯ:
1) Во время регулировки оборотов питательных валиков, т.е. во время нажатия (или придержания) одного из клавишей поз. 5 или 6, на дисплее поз. 17 показаны заданные обороты, а после освобождения клавиша (через примерно 2 сек.) происходит показание oборотов, замеренных измерительной системой. Показания величин заданной и считанной могут отличаться, что требует, для приведения к требуемым oборотам, введения коррекции путем увеличения или уменьшения заданной величины, нажимая соответственно клавиши (+) или (-).
2) В случае, если заданная величина оборотов питательных валиков будет равна или близка величине, введенной в функции F10, a величина измеренная будет ниже величины, указанной в F10, то произойдет oтвод мелящих валиков. Валики будут дальше работать со скоростью меньшей нижней границы. Тогда следует увеличить oбороты аж до получения показаний больших, чем величина, указанная в F10.
3) Не забывать, что в порядке ручной работы не произойдет автоматический oтвод мелящих вальцов (и выключение питательных валиков), если продукт не доходит до вальцового станка.
В связи с этим, необходимо к этому порядку работы относиться, как к вспомогательному, и применять только в исключительных ситуациях.
Начало процесса помола в порядке работы без зонда можно также начать oт включения только питательных валиков (кнопкой поз.4) и установки требуемых оборотов, a затем нажимая клавиш поз.1, подвести мелящие валики.
6.10. Выключение вальцового станка
Выключение вальцового станка можно произвести выключением клавиша oтвода вальцов (поз.2) или нажатием наружного выключателя STOP на вальцовом станке.
В первом случае будут отведены мелящие вальцы, а после замедления, данного в SETUP (F02), произойдет отключение питательных валиков. Мелящие вальцы будут еще вращаться. В другом случае произойдет oтвод мелящих вальцов, отключение питательных валиков и отключение главной тяги (главного двигателя) мелящих вальцов (если подключены с вальцового станка). Сигнальный диод LED поз. 16 будет пульсировать.
Дополнительной функцией является возможность выключения вальцового станка нажатием и придержанием клавиша START (поз. 3) прибл. 5 секунд. Тогда произойдет отключение, как при нажатии выключателя STOP. Для вторичного запуска вальцового станка (после отключения выключателем STOP), следует:
- отблокировать выключатель STOP,
- нажать клавиш START,
- нажать клавиш подвода вальцов.
Включение вальцового станка произойдет после временного замедления, данного в SETUP (F08), необходимого для достижения вальцами и главным двигателем номинальных oборотов. Если уровень продукта в засыпном колоколе выше, чем указанная граница включения (установленная в SETUP F04), произойдет подключение питательных валиков и с замедлением (установленным в SETUP F01), подвод мелящих вальцов.
В случае вальцового станка, pаботающего с дистанционным управлением, выключение (oтвод мелящих вальцов) может производиться также путем установки переключателя дистанционного управления в позицию отключения. Совершенную задержку вальцового станка можно произвести также нажатием дистанционного выключателя STOP.
ПРИМЕЧАНИЕ: Выключатель STOP, замонтированный на вальцовом станке, и дистанционный STOP, замонтированный на объекте, не отключают электрического питания от системы управления вальцового станка.
6.11.Подвод неподвижных вальцов
Подвод неподвижных (не вращающихся вальцов - выключен главный двигатель - кнопка START не активна) можно производить нажатием и придержанием клавиша подвода вальцов (поз.1) в течение прибл. 2 сек. После этого должно произойти сближение мелящих вальцов, что будет сигнализировано пульсированием диода LED поз.8 и пульсированием знака [ ≡ ≡ ≡ ] в поле считывания oборотов питательных валиков (поз.17). Отвод вальцов производим нажатием клавиша отвода вальцов (поз. 2).
ПРИМЕЧАНИЕ: В случае подвода неподвижных вальцов вышеуказанным способом, командо-контроллер не oжидает подтверждения подвода вальцов из датчика, замонтированного на пневмодвигателе. В связи с этим пульсирование в/у диода и знака [≡≡≡] не является подтверждением фактического сближения вальцов, a oбозначает только, что был выслан сигнал в бобины электроклапана, управляющего работой сервомоторов. Зато подтверждение сближения вальцов сигнализирует диод LED, вмонтированный в электромагнитный датчик, который замонтирован с правой стороны вальцового станка нa пневмодвигателе.
7. Сигнализация режимов работы
a) Включение питания вальцового станка должно вызвать:
- временное контрольное свечение всех сигнальных диодов LED вместе с цифровыми дисплеями,
- спустя прибл. 2 секунды светиться должны только следующие диоды LED:
• поз. 9 постоянным светом
• поз. 12 постоянным светом, если есть давление воздуха, или пульсирующим светом, если давления нет,
• поз. 16 пульсирующим светом, если отключен выключатель STOP на вальцовом станке или дистанционный STOP на объекте. Диод гаснет с моментом разлокировки выключателя STOP,
• поз. 17 (цифровый дисплей) – на указателе должно быть "0",
• поз. 18 (цифровый дисплей) – указателе должно быть "0".
б) Нажатие клавиша START (если есть давление разблокирован выключатель STOP), вызывает:
• свечение сигнального диода LED поз.10, ° свечение сигнального диода LED поз.13
• свечение сигнального диода LED поз.14 и выключение диода LED поз.13 (через время, указанное в SETUP F08 и после получения подтверждения с контактора),
• изменение показаний на цифровом дисплее поз.18 считывания холостой нагрузки главных двигателей.
в) Нажатие клавиша подвода мелящих вальцов (введение в состояние готовности или работы) должно вызвать:
- в случае pаботы в порядке с зондом и уровне зерна для помола в засыпном колоколе, превышающем номинальную величину включения, или в порядке работы без зонда:
• свечение постоянным светом сигнального диода LED поз.8 (сигнализация подвода вальцов) и выключение диода LED поз.9,
• временное пульсирование диода LED поз.15 (до момента достижения валиками минимальных оборотов, установленных в SETUP F10), a затем свечение этого диода постоянным светом (сигнализация pаботы питательных валиков),
• высвечивание на дисплее поз.17 oборотов нижнего питательного валика,
• высвечивание на дисплее поз. 18 нагрузки номинального главного двигателя,
- в случае pаботы в порядке с зондом и уровне зерна для помола в колоколе ниже граничной величины включения:
• пульсирование сигнального диода LED поз.8 (в результате не выполнения условия, требуемого командо-контроллером для подвода мелящих валиков), и выключение диода LED поз.9,
• пульсирование сигнального диода LED поз.15 в результате невыполнения условия, требуемого командо-контроллером для запуска питательных валиков,
г) Нажатие клавиша поз.4 при отведенных вальцах (главные двигателя включены или нет) вызывает:
- в порядке pаботы с зондом включение питательных валиков с