










Автоматическая линия для фасовки муки в бумажные пакеты

Описание:
Назначение линии:Фасовка пшеничной муки в готовые бумажные пакеты дозами 1 или 2 кг., заклеивание пакетов, групповая упаковка пакетов.
Пакет с плоским верхом, на котором гребешок приклеен к телу пакета (верх пакета аналогичен низу пакета).
Состав линии для фасовки:
1. Автоматическая линия для фасовки муки в бумажные пакеты двухпоточная - 1 шт.
2. Каплеструйный принтер - 1 шт.
3. Дополнительный комплект оснастки для перехода на иной типоразмер пакета - 1 шт.
4. Устройство обеспыливания готовых пакетов перед групповой упаковкой - 1 шт.
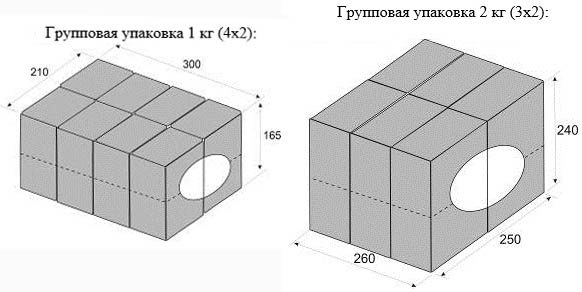
5. Линия групповой упаковки готовых пакетов - 1 шт.
6. Термотоннель для обтяжки блоков пакетов термоусадочной пленкой - 1 шт.
Примечание: конвейерные контрольные весы (checkweigher), металлодетектор в состав линии не входят. По желанию Заказчика мы можем встроить их в линию. При этом контрольные весы в обратную цепь управления линией фасовки муки не включаются из-за отсутствия необходимости в таком включении.
Технические характеристики линии для фасовки муки:
Предлагаемый комплекс полностью соответствует требованиям Технического задания.
При этом:
- точность дозирования муки в соответствии с ГОСТ 8.579-2002
- производительность при дозе:
1 кг - 45-50 пак/мин
2 кг - 45-50 пак/мин
- время переналадки при переходе с одного типоразмера пакета на другой, не более 90 мин.
- напряжение электропитания 380 В, 50 Гц
- потребляемая мощность, не более 24 кВт
- расход сжатого воздуха, не более 2500 нл/м
Линия предназначена для автоматического дозирования и упаковки муки в готовые бумажные пакеты дозами 1 и 2 кг с высокой производительностью, высокой надежностью и безотказностью, с высоким качеством внешнего вида пакетов.
Основные преимущества предлагаемой линии:
При сохранении преимуществ весового дозирования реализованы следующие преимущества
1) Производительность: 45-50 пак/мин.
2) Высокая точность, обеспеченная весовым дозированием.
3) Безотказность, значительное снижение количества остановок в единицу времени.
4) Обеспечение плотности муки на выходе объемного дозатора не ниже 0,6-0,65 кг/литр.
5) Обеспечение плотности муки в результате виброуплотнения до 0,8 кг/литр.
6) Обеспечение формы пакета, приближенной к форме прямоугольного параллелепипеда, отсутствие смятых углов на дне и в верхней части пакета.
7) Отсутствие ромба и иных смещений на верхнем шве пакета.
8) Обеспечение суммарной емкости загрузочных магазинов не менее 800 пакетов.
Принцип работы.
Пакеты с помощью двух вакуумных панелей автоматически забираются из двух магазинов, передаются на позиции загрузки, раскрываются, заполняются дозами муки, поступающими из двух объемных шнековых дозаторов вертикального типа, перемещаются, уплотняются. На позиции весового взвешивания взвешиваются, перемещаются с уплотнением на позиции досыпки из весового сдвоенного дозатора, пополняются довесками. Далее, при продолжающемся виброуплотнении, на пакетах формируется верх пакетов в виде плоских гребешков. На пакетах уже без вибрации выполняется рилевка по линии основного перегиба шва, подрезаются сформированные гребешки до высоты 50 мм над уровнем муки, производится подворачивание верхнего шва на 180 градусов, загиб до 225 градусов, производится нанесение клея на гребешок, производится приклейка верхнего шва к телу пакета, производится прижатие верхнего шва к телу пакета. Далее пакеты выталкиваются на отводящий конвейер. На всех позициях, на которых останавливаются пакеты, все операции производятся одновременно с парой пакетов, конвейер перемещается за цикл на две позиции.
Конструктивные особенности.
1. На всех позициях, на которых останавливаются пакеты, все действия производятся одновременно с двумя пакетами. Магазин исходных пустых пакетов также сдвоенный.
2. Основные узлы линии, такие как формирователь верха (гребешка) пакета («паук»), устройствао перегиба гребешка на 180 градусов, выполнены с максимально возможным использованием решений из области механики.
3. Качество формы пакетов обеспечивается достаточно плотным размещением наполненных пакетов между толкателями и ограничительными бортиками. Свободное взвешивание пакетов производится на весоизмерительных площадках.
4. Изъятие, удержание при переносе, раскрытие пакетов обеспечивается за счет использования разряженного воздуха от вентиляторов и объемной панели с отверстиями. Данный способ обладает двумя преимуществами:
1) В связи с мощным потоком воздуха в системе, создаваемого мощными вентиляторами, оголение одного или нескольких присасывающих отверстий не снижает уровень вакуума в панели и не шунтирует остальные отверстия.
2) При сближении панели с пакетом создается притягивающая сила для пакета, возникающая из-за разницы внешнего атмосферного давления и пониженного давления между панелью и приближенным пакетом. Разряжение возникает из-за потока воздуха в щелевом пространстве между плоскостью панели и плоскостью пакета. Этот эффект позволяет притягивать в том числе и мятые пакеты.
5. Загрузка продукта от оборудования Заказчика предусмотрена в одно место. Приемное отверстие в приемном бункере - диаметром 200 мм.
6. Все механизмы и узлы линии размещены, кроме рамы с весовыми платформами и рамы с весоизмерительными ковшами, на общей раме. Весовые платформы и весоизмерительные ковши размещены на отдельных рамах.
7. При переходе с одного веса и размера пакета на другой:
1) переустанавливаются сменные гребенки поперечных и продольных стенок камерной системы (всего 10 гребенок)
2) перемещаются по высоте:
а) дозатор вместе с закрепленными запорными клапанами и разжимными (перехватывающими) пальцами
б) весо-измерительные ковши с воронками или только воронки.
в) система закрытия пакета, расположенная на общей раме-швеллере и состоящая из:
«паука»,
узла рилевки-отрезки,
узла фальцовки-подгиба гребешка.
узла приклейки
узла прижима верха пакета.
На механизмах перемещения всех трех узлов должны быть наклеяны линейки и установлены стрелки.
3) переключаются
а) кривошип привода поперечного перемещения толкателей и бортиков камерной системы.
б) детали формирователя верха пакета («паука»).
При этом, все элементы перемещающиеся по высоте, а также элементы меняющие свои крайние положения при переключении кривошипов, должны быть оснащены устройствами блокирующими включение линии при неправильной переналадке.
Конструкция должна позволять проведение переналадок при переходе с одного формата на другой за время не превышающее 60 мин.
Опция по желанию Заказчика - металлодетектор с пушером.
Гарантия на оборудование: 12 месяцев с момента проведения пуско-наладочных работ, но не более 16 месяцев со дня отгрузки с завода-изготовителя.